产品分类
联系我们

沧州恒益五金制造有限公司
统一服务热线:0317-8731687
联系人:郑经理
手机:13503271958
手机:15030756678
电话:0317-8731687
传真:0317-8735686
邮箱:nanpisitong@126.com
地址:河北省南皮县刁北开发区
统一服务热线:0317-8731687
联系人:郑经理
手机:13503271958
手机:15030756678
电话:0317-8731687
传真:0317-8735686
邮箱:nanpisitong@126.com
地址:河北省南皮县刁北开发区

扫一扫,手机浏览
冲压件拉伸成型方法
时间:2020-05-23 11:48:58
拉伸成型是一个冲压过程,将平板形成一个开放中空部分使用加工方法。拉伸作为冲压的主要工艺之一,得到了广泛的应用。拉伸工艺可用于制造圆柱形、长方形、梯形、球形、圆锥形、抛线型等不规则形状的薄壁冲压件。如果与其他冲压工艺相结合,还可以制造出更形状更复杂的零件。
利用五金冲压系统对产品进行拉深加工,包括拉深加工,再拉深加工,反向拉深和细化拉深加工。拉深就是使用冲压装置,利用冲头的压力,将部分或全部平板拉入凹模型腔,使其形成具有底部的容器。平行于拉深方向的容器侧壁的加工是一种简单的拉深加工,而锥形容器、半球形容器和抛物面容器的拉伸加工也包括展开加工。
反向拉伸法:将前一步骤中的拉伸工件反向拉伸,使工件内侧成为外侧,并使其外径变小。
减薄拉伸法:用冲头将成型容器挤压成比容器外径稍小的凹模腔,使底部容器的外径较小,壁厚较薄,既除了壁厚偏差,又使容器表面容器光滑。
在使用五金冲压模具进行金属冲压拉伸法时,通常有以下几种:
1面板拉伸法
面板产品均为平板冲压件,表面形状复杂。在拉拔过程中,粗糙变形是复杂的,其成形性能不仅是拉伸成形,而且是深拉拔和膨胀复合成形。
2椭圆拉伸法
凸缘上的坯料变形是拉伸变形,但变形量和变形率沿轮廓形状相应变化。曲率越大,坯料的塑性变形量越大;相反,曲率越小,坯料的塑性变形越小
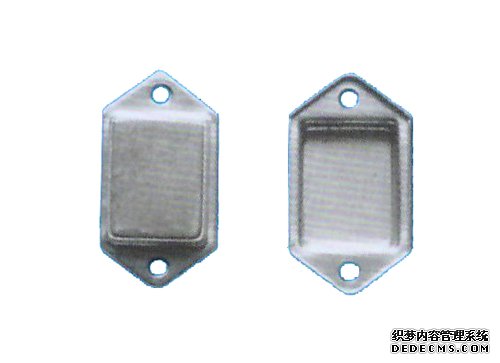
3台阶拉伸法
将左侧的初始绘图产品重新拉伸以形成右侧的阶梯底部。较深的部分在绘图开始时变形,较浅的部分在绘图的后期变形。变台阶部分的侧壁容易引起剪应力变形。
4椭圆拉伸法
法兰上坯料的变形是拉伸变形,但变形和变形率随着轮廓形状的变化而变化。曲率越大,坯料的塑性变形越大,另一方面,曲率越小,坯料的塑性变形越小。
椭圆
5 圆筒拉伸法
带法兰的圆柱形冲压件的拉伸,法兰和底部为平面形状,圆柱体侧壁为轴对称,变形均匀分布在同一圆周上,法兰上的毛坯产生拉深变形。

